










Using a high pressure water blaster for corrosion maintenance, is with out any doubt one of the most efficient ways to deal with corrosion onboard.
It is a great tool that both removes the salt but with sufficient pressure it will in 1 operation prepare the surface directly for painting.
This makes the somewhat higher investment compared to ordinary power tools, very affordable when calculating the payback time.
1 person with a HP blaster can prepare the same area as 4-6 persons with powertools, and do it with a better quality of the surface preparation.
Nevertheless, there are some considerations that needs to be thought of to assure that it is not ending up as an expensive paper weight.
General rules of thumb:
The higher the pressure:
– The higher the required skill and training of the operator.
– Higher purchase cost for the machine, tools, spare parts, PPE.
– The water consumption will decrease.
– The better the surface preparation.
– The faster it removes the corrosion.
– The more sensitive it will be on service and overhauls.
– The pressure will drop 1 bar for every 10 meter of hose connected.
Safety boot cut up by a 350 bar nozzle causing the crew member to sign off.
Make sure to use the correct PPE which are rated for the pressure in use.
PPE to be worn:
– Boots with special high angle protection
– Apron or trousers and jackets
– Face shield
– Gloves
– Ear protection
What we as a minimum aim for is a rough clean surface ready for painting.
In general, a corroded surface will require a pressure of approx. +750 bar for the surface preparation to be of an acceptable quality to paint directly after blasting.
If using a pressure below this, the surface will require some power tooling or sandblasting to properly prepare the surface.
Below 350 bars is only for removal of salts. The surface will require power tooling to remove the corrosion and loose paint.
The 0 degree straight jet nozzle can be used for removing corrosion and well adhering corrosion, paint and dirt.
It is cheap to buy and easy to replace when worn.
The straight jet is hard and concentrated, and have caused the most accidents when using the HP cleaner.
The rotating nozzle works by taking the straight jet nozzle and spins it.
This increases the surface area without lowering the pressure.
It is a cost effective way to increase the output of the machine.
The fan jets usually have a nozzle opening of 10-60°.
They are cheap and great for cleaning.
This spot has been repaired several times since the first failure many years ago.
The green paint is the coating from new building. It is +300 micron DFT and adhering very well where it is not damaged.
The grey paint is easily coming off.
If 500 bars can remove it, it is not supposed to be there.
Not all the corrosion has been removed by the HP blaster, the edges are sharp and will likely cause the next coats to lift if not properly feathered.
It will need an abrasive disc to remove the remaining corrosion and feathering, followed by a thorough cleaning of the area.
The area has been blasted with +1000 bar and a rotating nozzle.
Loose paint and corrosion has been removed and after drying it will be ready for painting.
Note the stripes in the coating. This is the water jet cutting into the well adhering old paint to the steel, roughening it up and making it ready for the new primer coats.
If a thousand bars can’t remove it, it will likely be better than what is applied next.
If the steel is left moist with FRESH WATER, flash rust will emerge.
Flash rust is tiny spots of “clean” corrosion with out oil or salts that sticks well to the steel.
Unless it is very thick and dusty you can paint on flash rust lighter than the color of a carrot. The paint will “absorb it”
The HP blaster is a very efficient tool if it is properly used and maintained, but the investment only pays off if it is running efficiently when needed.
Issues seen:
– No stock of consumable spare parts.
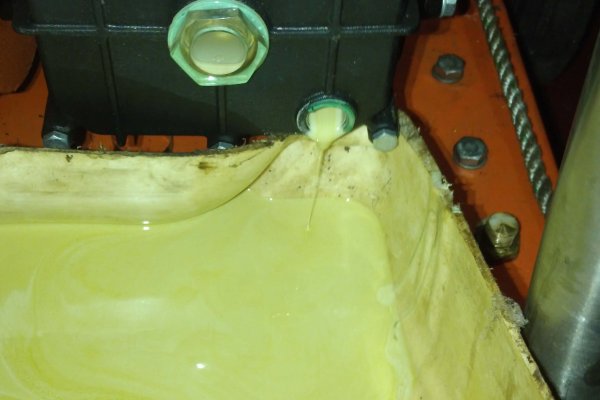
– The hoses wear down due to vibrations and sunlight, causing leaks
– The filters and oil level/condition is not monitored, causing breakdowns
– The nozzles are not changed when worn, lowering efficiency.
– Leaks are not arrested, causing low pressure.
– The safety boots are used for other work and “lost”.
I will be happy to assist in determining a good spare part kit to keep onboard.
Giving considerations to the jobscope and the trading pattern.
The water consumption is always an issue when using a HP blaster. Especially if there are a specific project with a deadline.
It will not work without it, but on the other hand it is not a high prioritized consumer.
Ensuring an effective functioning vessel with sufficient water for:
– domestic consumption
– boilers and machinery
– water
– cargo hold/tank cleaning
– water mist systems
– General safe margin for prolonged anchorages or port stays.
Estimate about 6-8 mt of water per effective work day.
Make sure that the fresh water generator can cope with the requirements, or to budget with purchasing clean fresh water.
The salt water will corrode and wear down the internal parts resulting in premature breakdowns.
The quality of the surface preparation will also suffer. Making the output of the work questionable at best.





